
Today’s consumer packaged goods (CPG) market is driving the need for greater agility and flexibility in packaging machinery. Shorter, more customized runs create more frequent machine changeover. Consequently, reducing planned and unplanned downtime at changeover is one of the key challenges CPG companies are working to improve.
In an earlier post, I discussed operator guided changeover for reducing time and errors associated with parts that must be repositioned during format change.
In this post, I will discuss how machine builders and end users are realizing the benefits of automated identification and validation of mechanical change parts.
In certain machines, there are parts that must be changed as part of a format change procedure. For example, cartoning machines could have 20-30 change parts that must be removed and replaced during this procedure.
This can be a time consuming and error-prone process. Operators can forget to change a part or install the wrong part, which causes downtime during the startup process while the error is located and corrected. In the worst scenarios, machines can crash if incorrect parts are left in the machine causing machine damage and significant additional downtime.
To prevent these mistakes, CPG companies have embraced RFID as a way to identify change parts and validate that the correct parts have been installed in the machine prior to startup. By doing so, these companies have reduced downtime that can be caused by mistakes. It has also helped them train new operators on changeover procedures as the risk of making a mistake is significantly reduced.
Selecting the correct system
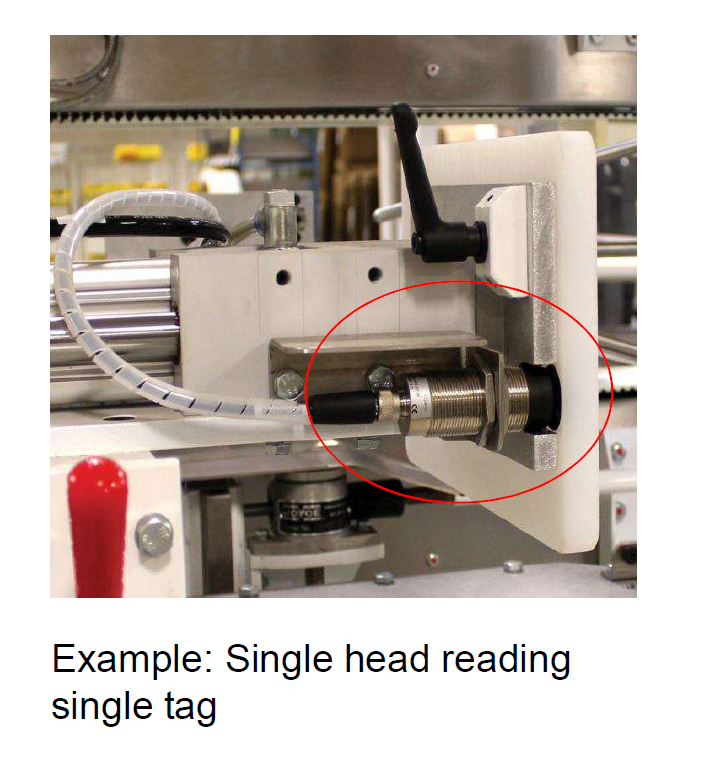
When looking to add RFID for change part validation, the number of change parts that need to be identified and validated is a key consideration. RFID operating on the 13.56 MHz (HF) frequency has proven to be very reliable in these applications. The read range between a read head and tag is virtually guaranteed in a proper installation. However, a read head can read only a single tag, so an installation could need a high number of read heads on a machine with a lot of change parts.
It is also possible to use the 900 MHz (UHF) frequency for change part ID. This allows a single head to read multiple tags at once. This can be more challenging to implement, as UHF is more susceptible to environmental factors when determining read range and guaranteeing consistent readability. With testing and planning, UHF has been successfully and reliably implemented on packaging machines.

Available mounting space and environmental conditions should also be taken into consideration when selecting the correct devices. RFID readers and tags with enhanced IP ratings are available for washdown harsh environmental conditions. Additionally, there are a wide range of RFID read head and tag form factors and sizes to accommodate different sized machines and change parts.
