
In a previous blog post we covered some basics about condition monitoring and the capability of smart IO-Link end-devices to provide details about the health of the system. For example, a change in vibration level could mean a failure is near.

This post will detail three different architecture choices that enable condition monitoring to add efficiency to machines, processes, and systems: in-process, stand-alone, and hybrid models.
IO-Link is the technology that enables all three of these architectures. As a quick introduction, IO-Link is a data communications technology at the device level, instead of a traditional signal communication. Because it communicates using data instead of signals, it provides richer details from sensors and other end devices. (For more on IO-Link, search the blog.)
In-process condition monitoring architecture
In some systems, the PLC or machine controller is the central unit for processing data from all of the devices associated with the machine or system, synthesizing the data with the context, and then communicating information to higher-level systems, such as SCADA systems.
The data collected from devices is used primarily for controls purposes and secondarily to collect contextual information about the health of the system/machine and of the process. For example, on an assembly line, an IO-Link photo-eye sensor provides parts presence detection for process control, as well as vibration and inclination change detection information for condition monitoring.
With an in-process architecture, you can add dedicated condition monitoring sensors. For example, a vibration sensor or pressure sensor that does not have any bearings on the process can be connected and made part of the same architecture.
The advantage of an in-process architecture for condition monitoring is that both pieces of information (process information and condition monitoring information) can be collected at the same time and conveyed through a uniform messaging schema to higher-level SCADA systems to keep temporal data together. If properly stored, this information could be used later for machine improvements or machine learning purposes.
There are two key disadvantages with this type of architecture.
First, you can’t easily scale this system up. To add additional sensors for condition monitoring, you also need to alter and validate the machine controller program to incorporate changes in the controls architecture. This programming could become time consuming and costly due to the downtime related to the upgrades.
Second, machine controllers or PLCs are primarily designed for the purposes of machine control. Burdening these devices with data collection and dissemination could increase overall cost of the machine/system. If you are working with machine builders, you would need to validate their ability to offer systems that are capable of communicating with higher-level systems and Information Technology systems.
Stand-alone condition monitoring architecture
Stand-alone architectures, also known as add-on systems for condition monitoring, do not require a controller. In their simplest form, an IO-Link master, power supply, and appropriate condition monitoring sensors are all that you need. This approach is most prevalent at manufacturing plants that do not want to disturb the existing controls systems but want to add the ability to monitor key system parameters. To collect data, this architecture relies on Edge gateways, local storage, or remote (cloud) storage systems.

The biggest advantage of this system is that it is separate from the controls system and is scalable and modular, so it is not confined by the capabilities of the PLC or the machine controller.
This architecture uses industrial-grade gateways to interface directly with information technology systems. As needs differ from machine to machine and from company to company as to what rate to collect the data, where to store the data, and when to issue alerts, the biggest challenge is to find the right partner who can integrate IT/OT systems. They also need to maintain your IT data-handling policies.
This stand-alone approach allows you to create various dashboards and alerting mechanisms that offer flexibility and increased productivity. For example, based on certain configurable conditions, the system can send email or text messages to defined groups, such as maintenance or line supervisors. You can set up priorities and manage severities, using concise, modular dashboards to give you visibility of the entire plant. Scaling up the system by adding gateways and sensors, if it is designed properly, could be easy to do.
Since this architecture is independent of the machine controls, and typically not all machines in the plant come from the same machine builders, this architecture allows you to collect uniform condition monitoring data from various systems throughout the plant. This is the main reason that stand-alone architecture is more sought after than in-process architecture.
It is important to mention here that not all of the IO-Link gateways (masters) available in the market are capable of communicating directly with the higher-level IT system.
Hybrid architectures for condition monitoring
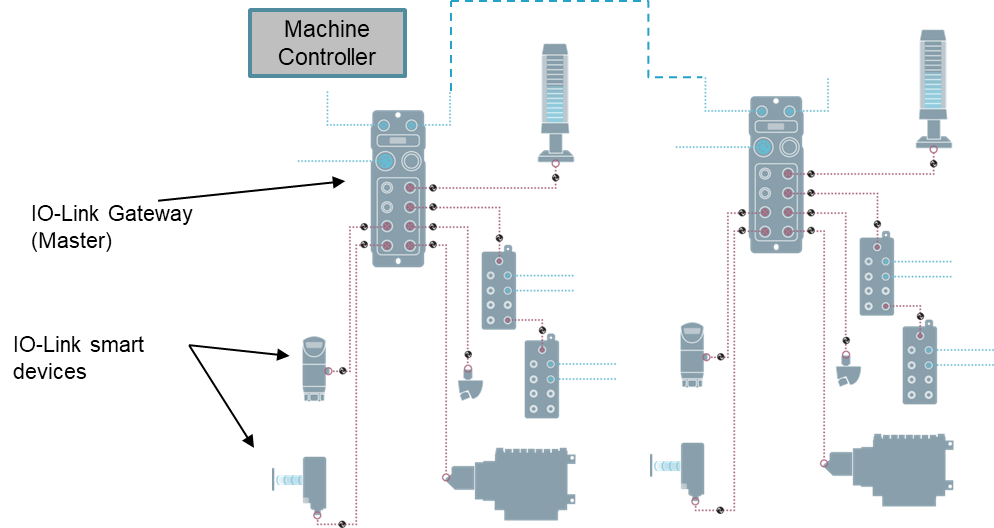
As the name suggests, this approach offers a combination of in-process and stand-alone approaches. It uses IO-Link gateways in the PLC or machine controller-based controls architecture to communicate directly with higher-level systems to collect data for condition monitoring. Again, as in stand-alone systems, not all IO-Link gateways are capable of communicating directly with higher-level systems for data collection.
The biggest advantage of this system is that it does not burden PLCs or machine controllers with data collection. It creates a parallel path for health monitoring while devices are being used for process control. This could help you avoid duplication of devices.

When the devices are used in the controls loop for machine control, scalability is limited. By specifying IO-Link gateways and devices that can support higher-level communication abilities, you can add out-of-process condition monitoring and achieve uniformity in data collection throughout the plant even though the machines are from various machine builders.
Overall, no matter what approach is the best fit for your situation, condition monitoring can provide many efficiencies in the plant.
Share this:

Shishir Rege
Shishir Rege is a Technical Sales Specialist, Controls Architectures at Balluff Inc. He brings over 19 years of experience in applying robotics and industrial automation technologies in diverse industries including automotive, packaging, aerospace, and medical. Shishir enjoys sharing his knowledge and passion for automation to solve today's automation challenges.