
This blog was originally posted on the Innovating Automation Blog.
Biodiversity is beneficial not only in biological ecosystems, but in industrial factory automation as well. Diversity helps to limit the effects of unpredictable events.
Typically, in factory automation a control unit collects data from sensors, analyzes this data and, according to its programmed instruction, triggers actuators to a defined operation. In most cases, a single-channel structure consisting of sensor, logic and output perfectly fulfills the application requirements. Yet in some cases two-channel structures are preferred to increase the reliability of the control concept.
Clamping control at machine tool spindles
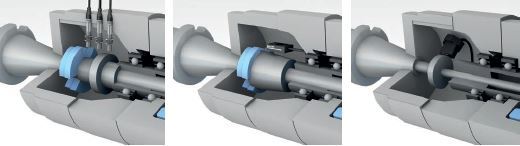
To monitor clamping positions of tools in machine tool spindles, several options are possible: Sensors with binary output (e.g. PNP normally open) or sensors with continuous output (e.g. 0..10V or IO-Link) may be installed. The clamping process in many spindles is controlled with hydraulic actuators. This means the clamping force can be controlled by using pressure sensors which control the applied hydraulic pressure in the clamping cylinder.
The combined usage of both position and pressure sensors controls the clamping status in a better manner than using only one sensor principle. Typically, there are three clamping situations: 1) unclamped 2) clamped without object 3) clamped with object. In tooling spindles, the clamped position is usually achieved by using springs which force the mechanics to hold and clamp the object when no pressure is applied. A pneumatic or hydraulic actuator allows the worker to unclamp the object by providing force to overcome the spring load. Without hydraulic or pneumatic pressure, the clamped position should be detected by the position sensor. When enough pressure is being built up, after a short delay, the unclamped position should be achieved. Otherwise something must be wrong.
The advantage of diversity
By using two different sensor principles (in this case pressure sensing and position sensing) the risk of so-called common cause failures is reduced. The probability of concurrent effects of environmental impact on the different sensors is diminished, thereby increasing the detection rate of failures. The machine control can immediately react if the signals of pressure and position sensors do not match, simplifying monitoring of the clamping process.
