Typically when we talk about end-of-arm tooling we are discussing how to make robot grippers smarter and more efficient. We addressed this topic in a previous blog post, 5 Tips on Making End-of-Arm Tooling Smarter. In this post, though, we are going to get back to the basics and talk about two options for robot grippers: magnetic field sensors, and inductive proximity sensors.
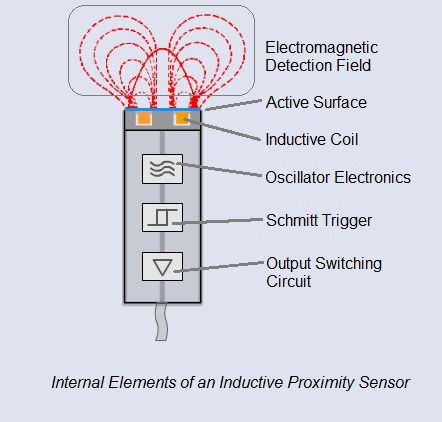
One of the basic differences is that detection method that each solution utilizes. Magnetic field sensors use an indirect method by monitoring the mechanism that moves the jaws, not the jaws themselves. Magnetic field sensors sense magnets internally mounted on the gripper mechanism to indicate the open or closed position. On the other hand, inductive proximity sensors use a direct method that monitors the jaws by detecting targets placed directly in the jaws. Proximity sensors sense tabs on moving the gripper jaw mechanism to indicate a fully open or closed position.

Additionally, each solution offers its own advantages and disadvantages. Magnetic field sensors, for example, install directly into extruded slots on the outside of the cylinder, can detect an extremely short piston stroke, and offer wear-free position detection. On the other side of the coin, the disadvantages of magnetic field sensors for this application are the necessity of a magnet to be installed in the piston which also requires that the cylinder walls not be magnetic. Inductive proximity sensors allow the cylinder to be made of any material and do not require magnets to be installed. However, proximity sensors do require more installation space, longer setup time, and have other variables to consider.






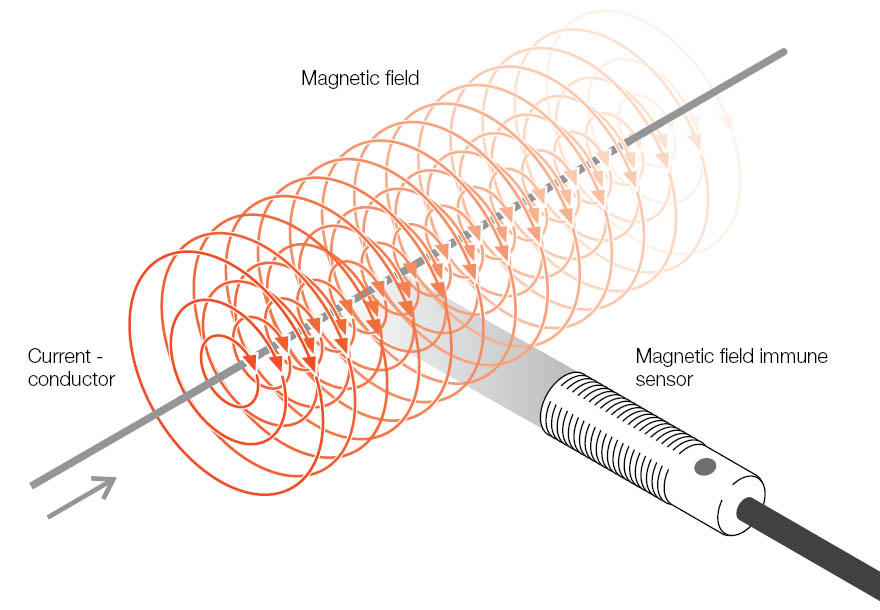 WFI sensors are typically needed at the weld gun side of the welding procedure when MIG welding is performed. This location is subject to Arc Blow that can cause a strong magnetic field at the weld wire tip location. This is the hottest location in the weld cell and typically there is an Inductive Sensor located at the end of this weld tooling.
WFI sensors are typically needed at the weld gun side of the welding procedure when MIG welding is performed. This location is subject to Arc Blow that can cause a strong magnetic field at the weld wire tip location. This is the hottest location in the weld cell and typically there is an Inductive Sensor located at the end of this weld tooling.