In manufacturing and automation control, the programmable logic controller (PLC) is an essential tool. And since the PLC is integrated into the machine already, it’s understandable that you might see the PLC as all that you need to do anything in automation on the manufacturing floor.

Condition monitoring in machine automation
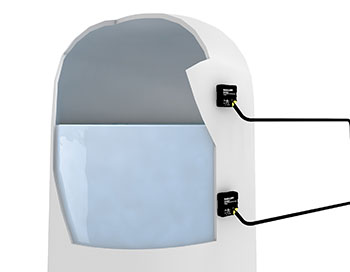
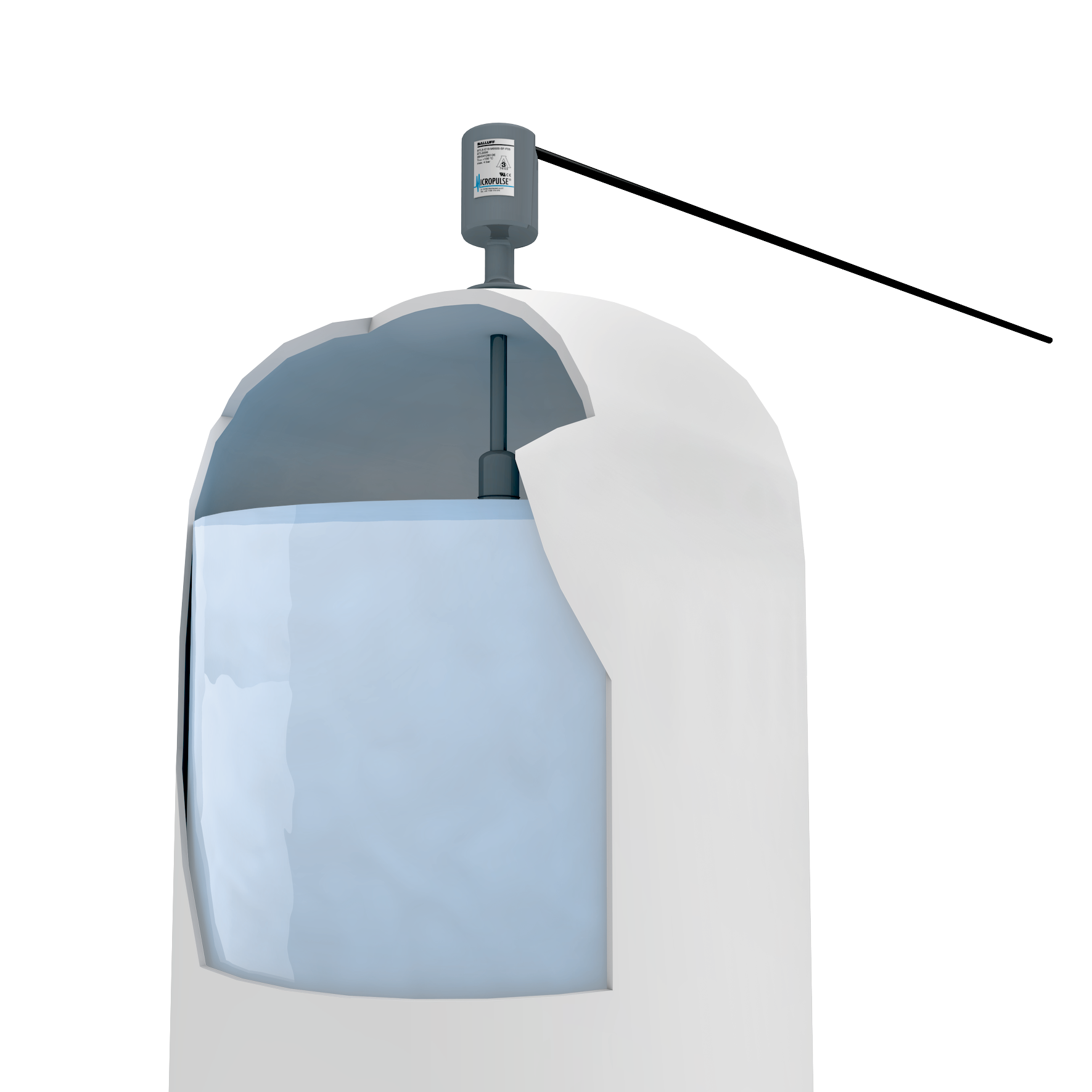
For example, process or condition monitoring is emerging as an important automation feature that can help ensure that machines are running smoothly. This can be done by monitoring motor or mechanical vibration, temperature or pressure. You can also add functionality for a machine or line configuration or setup by adding sensors to verify fixture locations for machine configuration at changeovers.
One way to do this is to wire these sensors to the PLC and modify its code and use it as an all-in-one device. After all, it’s on the machine already. But there’s a definite downside to using a PLC this way. Its processing power is limited, and there are limits to the number of additional processes and functions it can run. Why risk possible complications that could impact the reliability of your control systems? There are alternatives.
External monitoring and support processes
Consider using more flexible platforms, such as an edge gateway, Linux, and IO-Link. These external sources open a whole new world of alternatives that provide better reliability and more options for today and the future. It also makes it easier to access and integrate condition monitoring and configuration data into enterprise IT/OT (information technology/operational technology) systems, which PLCs are not well suited to interface with, if they can be integrated at all.
Here are some practical examples of this type of augmented or add-on/retrofit functionality:
-
-
- Motor or pump vibration condition monitoring
- Support-process related pressure, vibration and temperature monitoring
- Monitoring of product or process flow
- Portable battery based/cloud condition monitoring

- Mold and Die cloud-based cycle/usage monitoring
- Product changeover, operator guidance system
- Automatic inventory monitoring warehouse system
-

Using external systems for these additional functions means you can readily take advantage of the ever-widening availability of more powerful computing systems and the simple connectivity and networking of smart sensors and transducers. Augmenting and improving your control systems with external monitoring and support processes is one of the notable benefits of employing Industrial Internet of Things (IIoT) and Industry 4.0 tools.
The ease of with which you can integrate these systems into IT/OT systems, even including cloud-based access, can dramatically change what is now available for process information-gathering and monitoring and augment processes without touching or effecting the rudimentary control system of new or existing machines or lines. In many cases, external systems can even be added at lower price points than PLC modification, which means they can be more easily justified for their ROI and functionality.