 Just recently, while visiting a customer wanting to implement an RFID asset tracking solution, it occurred to me that ROI (return-on-investment) should always be the ultimate goal for most uses of RFID. What brought this to mind? It was because we were discussing technology before understanding what the ultimate ROI goal was. I’m sure you could say this was failure from a sales perspective, but I’m sure at some point you have also found yourself caught up in the technology seeming so promising and exciting in terms of its benefits, that you lost track of why you were there in the first place. Also, many times, the technology stage is where equipment suppliers and/or integrators are brought in.
Just recently, while visiting a customer wanting to implement an RFID asset tracking solution, it occurred to me that ROI (return-on-investment) should always be the ultimate goal for most uses of RFID. What brought this to mind? It was because we were discussing technology before understanding what the ultimate ROI goal was. I’m sure you could say this was failure from a sales perspective, but I’m sure at some point you have also found yourself caught up in the technology seeming so promising and exciting in terms of its benefits, that you lost track of why you were there in the first place. Also, many times, the technology stage is where equipment suppliers and/or integrators are brought in.
As with most projects of this nature, they get started because someone says something like “why don’t we do XXX, it will save us money, time, trouble, loss or get us in compliance” or all of the above and likely more. But this same thought can get lost going through execution. RFID projects are no exception. Many successful RFID implementations show it can bring large benefits in short and long-term ROI not just in asset tracking, but manufacturing, warehousing, supply chain and so on. But the implementor must always keep track of the ROI goal and be willing to share this with their internal stakeholders, supplier and integration partners to be sure everything stays on track and technology does not take over for technologies sake.
Unfortunately the ROI is not always calculated the same for applications. Typically ROI can simply be measured in time period until the investment is paid back or the money saved over a given period of time. The most simplistic way of calculating payback or ROI is: Cost of Project (calculated at the beginning) / Annual Cash Revenues (expected savings) = Payback Period. Unfortunately the rub comes in when calculating the detail in the two factors. This can be because the cost of the project is not totally encompassing and/or revenue does not take into consideration factors like interest costs or variations in production, for example. As this will ultimately become the measure of successful projects, really understanding ROI is critical.
Factors in Annual Cash Revenues are factors the implementer needs to understand and grasp as the reasons for undertaking a project. These factors will typically involve several aspects of their business, including savings from greater efficiency, lower cost in storage or inventory, less scrap, higher quality standards (less failure returns), compliance benefits, etc. In fact, this part is difficult to encompass here in this forum. But Cost of Project has some factors I can point out. In the example I raised in the beginning, the customer needed to not only address the read/write equipment and tags (including handheld’s), but also the cost of installing all the possible variations in tag types used during manufacture, common database/software needed, bringing distributors and field service on board, integration providers costs (internal also), training needs, software licensing, start-up and support cost, and so on. So in a manufacturing line, it starts with the new equipment, but must include the PLC/database programming, pallet modifications, station installation, spare parts, start-up and training for example. In warehousing, it might include new equipment, loss of facility equipment like forklifts or warehouse area, facility modification like electrical for example, ERP and WMS implementation or integration, commissioning and training.
One thing to consider toward understanding these factors before implementing a total enterprise solution, whether in warehousing, supply chain or manufacturing is to consider a pilot or test/trail program to determine as many factors as possible and test the results before committing to the full investment of the complete project.
So in your next project, remember to include your stakeholders and partners in your end goals, try to encompass all the factors and don’t forget the payback!
To learn more about RFID visit us at www.balluff.us/rfid.
Like this:
Like Loading...

 When most people think of automation in manufacturing the first thing that comes to mind is usually a robot. Without a doubt, robots play an integral part in automating the production process, and let’s face it they are pretty cool. However, there is an often overlooked topic in the automation discussion and that is Automatic Data Collection (ADC), which includes barcode and RFID technology. While it doesn’t carry the “cool factor” quite as well as robotics, RFID has helped automate manufacturing, specifically machining, over the last 30 years.
When most people think of automation in manufacturing the first thing that comes to mind is usually a robot. Without a doubt, robots play an integral part in automating the production process, and let’s face it they are pretty cool. However, there is an often overlooked topic in the automation discussion and that is Automatic Data Collection (ADC), which includes barcode and RFID technology. While it doesn’t carry the “cool factor” quite as well as robotics, RFID has helped automate manufacturing, specifically machining, over the last 30 years.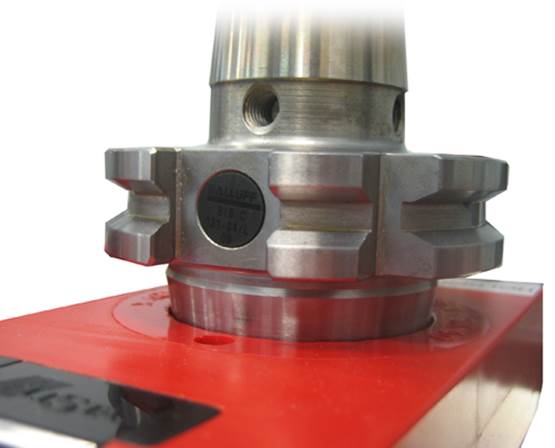 RFID is a tried and true technology that will continue to have a great impact on the machining process. Organizations all over the globe are saving millions every year by utilizing this simple method of collecting and transferring data. Machine tool ID is a no-brainer when quality, efficiency, and productivity matters!
RFID is a tried and true technology that will continue to have a great impact on the machining process. Organizations all over the globe are saving millions every year by utilizing this simple method of collecting and transferring data. Machine tool ID is a no-brainer when quality, efficiency, and productivity matters!






 Antenna – Connected to the processor by an external cable or sometimes contained inside the same housing, the antenna transmits the data to and from the tag back through the processor
Antenna – Connected to the processor by an external cable or sometimes contained inside the same housing, the antenna transmits the data to and from the tag back through the processor










