When the topic of welding comes up we know that our application is going to be more challenging for sensor selection. Today’s weld cells typically found in tier 1 and tier 2 automotive plants are known to have hostile environments that the standard sensor cannot withstand and can fail regularly. There are many sensor offerings that are designed for welding including special features like Weld Field Immune Circuitry, High Temperature Weld Spatter Coatings and SteelFace Housings.
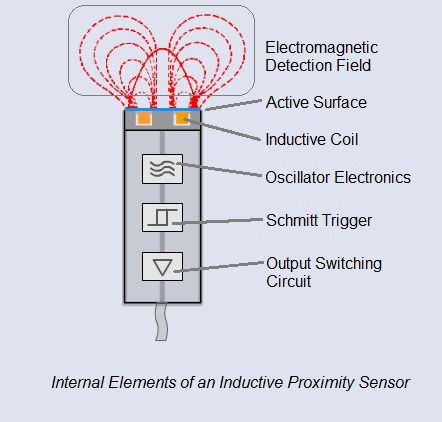
For this SENSORTECH topic I would like to review Weld Field Immune (WFI) sensors. Many welding application areas can generate strong magnetic fields. When this magnetic field is present a typical standard sensor cannot tolerate the magnetic field and is subject to intermittent behavior that can cause unnecessary downtime by providing a false signal when there is no target present. WFI sensors have special filtering properties with robust circuitry that will enable them to withstand the influence of strong magnetic fields.
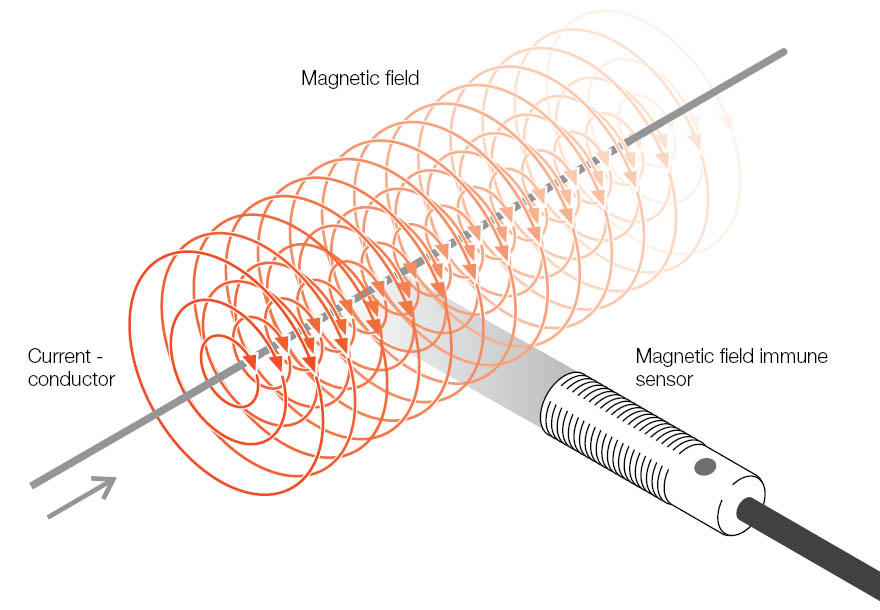 WFI sensors are typically needed at the weld gun side of the welding procedure when MIG welding is performed. This location is subject to Arc Blow that can cause a strong magnetic field at the weld wire tip location. This is the hottest location in the weld cell and typically there is an Inductive Sensor located at the end of this weld tooling.
WFI sensors are typically needed at the weld gun side of the welding procedure when MIG welding is performed. This location is subject to Arc Blow that can cause a strong magnetic field at the weld wire tip location. This is the hottest location in the weld cell and typically there is an Inductive Sensor located at the end of this weld tooling.
So as you can see if a WFI sensor is not selected where there is a magnetic field present it can cause multiple cycle time problems and unnecessary downtime. For more information on WFI sensors click here.