
A SUV and a medical device used in a lab aren’t very similar in their looks, but when it comes to manufacturing them, they have a lot in common. For both, factory automation is used to increase production volume while also making sure that production steps are completed precisely. Read on to learn about some ways that sensors are used in life science manufacturing.

Sensors with switching output
Automation equipment producers are creative builders of specialized machines, as each project differs somehow from previous ones. When it comes to automated processes in the lab and healthcare sectors where objects being processed or assembled are small, miniaturization is required for manufacturing equipment as well. Weight reduction also plays an important role in this, since objects with a lower mass can be moved quickly with a smaller amount of force. By using light-weight sensors on automated grippers, they can increase the speed of actuator movements.
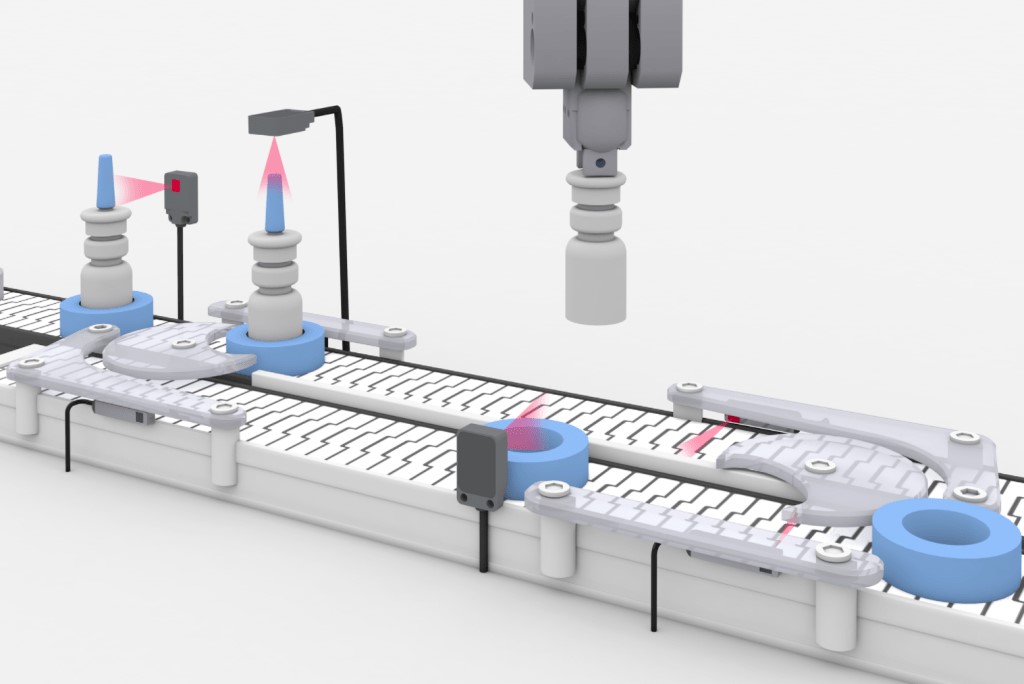
Photoelectric sensors are quite common in automated production because they can detect objects from a distance. Miniaturized photoelectric sensors are more easily placed in a production process that works with small parts. And photoelectric sensors can be used to detect objects that are made of many different types of material.
A common challenge for lab equipment is to detect clear liquids in clear vessels. Click here for a description of how specialized photoelectric sensors face this challenge.
Image Processing
Within the last several years, camera systems have been used more frequently in the production of lab equipment. They are fast enough for high-speed production processes and support the use of artificial intelligence through interfaces to machine learning systems.
Identification
In any production setting, products, components and materials must be identified and tracked. Both optical identification and RFID technology are suitable for this purpose.

Optical identification systems use a scanner to read one-dimensional barcodes or two-dimensional data matrix or QR codes and transmit the object information centrally to a database, which then identifies the object. The identification cost per object is pretty low when using a printed label or laser marking on the object.
When data must be stored directly on or with the object itself, often because the data needs to be changed or added to during the production process, RFID (Radio Frequency Identification) is the best choice. Data storage tags come in many different sizes and can store different amounts of data and have other features to meet specific needs. This decentralized data storage has advantages in fast production processes when there is a need for real-time data storage.

There are numerous parallels between automation in the life science sector and general factory automation. While these manufacturing environments both have their own challenges, the primary automation task is the same: find the best sensor for your application requirements. Being able to choose from many types of sensors, with different sizes and characteristics, can make that job a lot easier. For more information about the life sciences industries, visit https://www.balluff.com/en-us/industries/life-science.
