


Distance-measuring devices help with positioning, material flow control, and level detection. However, there are several options to consider when it comes to choosing the correct sensor technology to measure distance. Here I’ll cover the three most commonly used types in the industrial automation world today, including photoelectric, ultrasonic, and inductive.
Photoelectric sensors
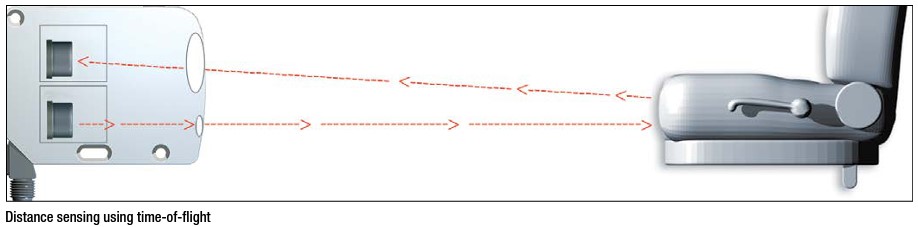
Photoelectric sensors use a light source, such as a laser or light-emitting diode, to reflect the light off an object’s surface to calculate the distance between the face of the sensor and the object itself. The two basic principles for how the sensor calculates the distances are the time of flight (TOF) and triangulation.
-
- Time of flight photoelectric distance measurement sensors derive the distance measurement based on the time it takes the light to travel from the sensor to the object and return. These sensors are used to measure over long distances, generally in the range between 500 millimeters and up to 5 meters, with a resolution between 1 to 5 millimeters, depending on the sensor specifications. Keep in mind that this sensor technology is also used in range-finding equipment with a much greater sensing range than traditional industrial automation sensors.
-
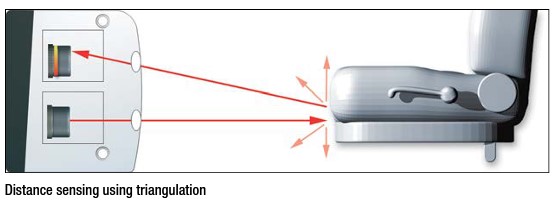
- In the triangulation measurement sensor, the sensor housing, light source, and light reflection form a triangle. The distance measurement is based on the light reflection angle within its sensing range with high accuracy and resolution. These sensors have a much smaller distance measurement range that is limited to between 20 and 300 millimeters, depending on the sensor specifications.
The pros of using photoelectric distance measurement sensors are the range, accuracy, repeatability, options, and cost. The main con for using photoelectric sensors for distance measurement is that they are affected by dust and water, so it is not recommended to use them in a dirty environment. The object’s material, surface reflection, and color also affect its performance.
Photoelectric distance measurement sensors are used in part contouring, roll diameter measurement, the position of assemblies, thickness detection, and bin-level detection applications.
Ultrasonic sensors
Ultrasonic distance sensors work on a similar principle as photoelectric distance sensors but instead of emitting light, they emit sound waves that are too high for humans to hear, and they use the time of flight of reflecting sound wave to calculate the distance between the object and the sensor face. They are insensitive to the object’s material, color, and surface finish. They don’t require the object or target to be made of metal like inductive position sensors (see below). They can also detect transparent objects, such as clear bottles or different colored objects, that photoelectric sensors would have trouble with since not enough light would be reflected back to reliably determine the distance of an object. The ultrasonic sensors have a limited sensing range of approximately 8 meters.
A few things to keep in mind that negatively affect the ultrasonic sensor is when the object or target is made of sound-absorbing material, such as foam or fabric, where the object absorbs enough soundwave emitted from the sensor making the output unreliable. Also, the sensing field gets progressively larger the further away it gets from the sensing face, thus making the measurement inaccurate if there are multiple objects in the sensing field of the sensor or if the object has a contoured surface. However, there are sound-focusing attachments that are available to limit the sensing field at longer distances making the measurements more accurate.

Inductive sensors
Inductive distance measurement sensors work on the same principle as inductive proximity sensors, where a metal object penetrating the electromagnetic field will change its characteristics based on the object size, material, and distance away from the sensing face. The change of the electromagnetic field detected by the sensor is converted into a proportional output signal or distance measurement. They have a quick response time, high repeatability, and linearity, and they operate well in harsh environments as they are not affected by dust or water. The downside to using inductive distance sensors is that the object or target must be made of metal. They also have a relatively short measurement range that is limited to approximately 50 millimeters.
Several variables exist to consider when choosing the correct sensor technology for your application solution, such as color, material, finish, size, measurement range, and environment. Any one of these can have a negative effect on the performance or success of your solution, so you must take all of them into account.




