
Photoelectric sensors vary in their operating principles and can be used in a variety of ways, depending on the application. They can be used to detect whether an object is present, determine its position, measure level, and more. With so many types, it can be hard to narrow down the right sensor for your application while accounting for any environmental conditions. Below will give a brief overview of the different operating principles used in photoelectric sensors and where they can be best used.
Diffuse
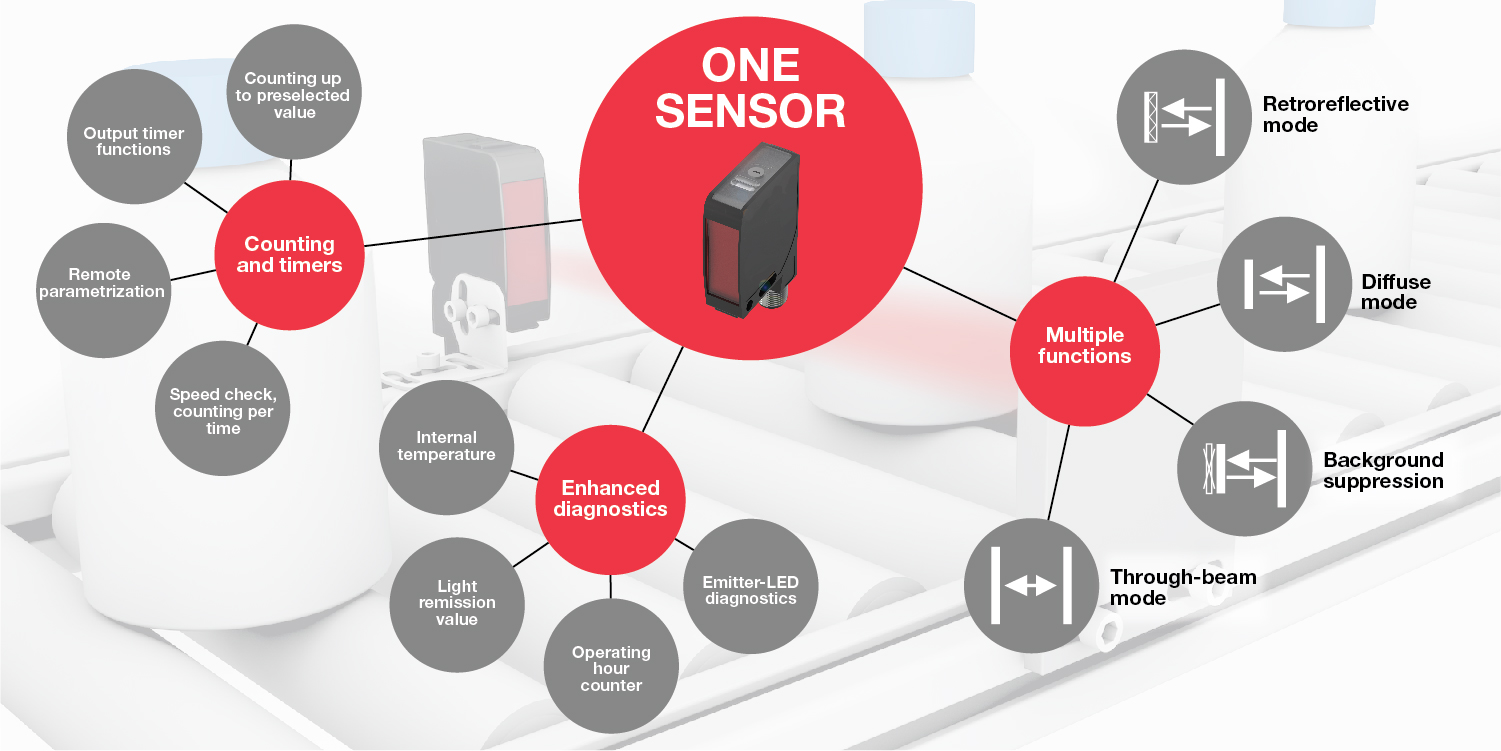
Diffuse sensors are the most basic type of photoelectric sensor as they only require the sensor and the object being detected. The sensor has a built-in emitter and receiver, so as light is sent out from the emitter and reaches an object, the light will then bounce off the object and enter the receiver. This sends a discrete signal that an object is within the sensing range. Due to the reflectivity being target-dependent, diffuse sensors have the shortest range of the three main discrete operating principles. Background suppression sensors work under the same principle but can be taught to ignore objects in the background using triangulation to ensure any light beyond a certain angle does not trigger an output. While diffuse sensors can be affected by the color of the target object, the use of a background suppression sensor can limit the effect color has on reliability. Foreground suppression sensors work in the same manner as background suppression but will ignore anything in the foreground of the taught distance.

Retro-reflective
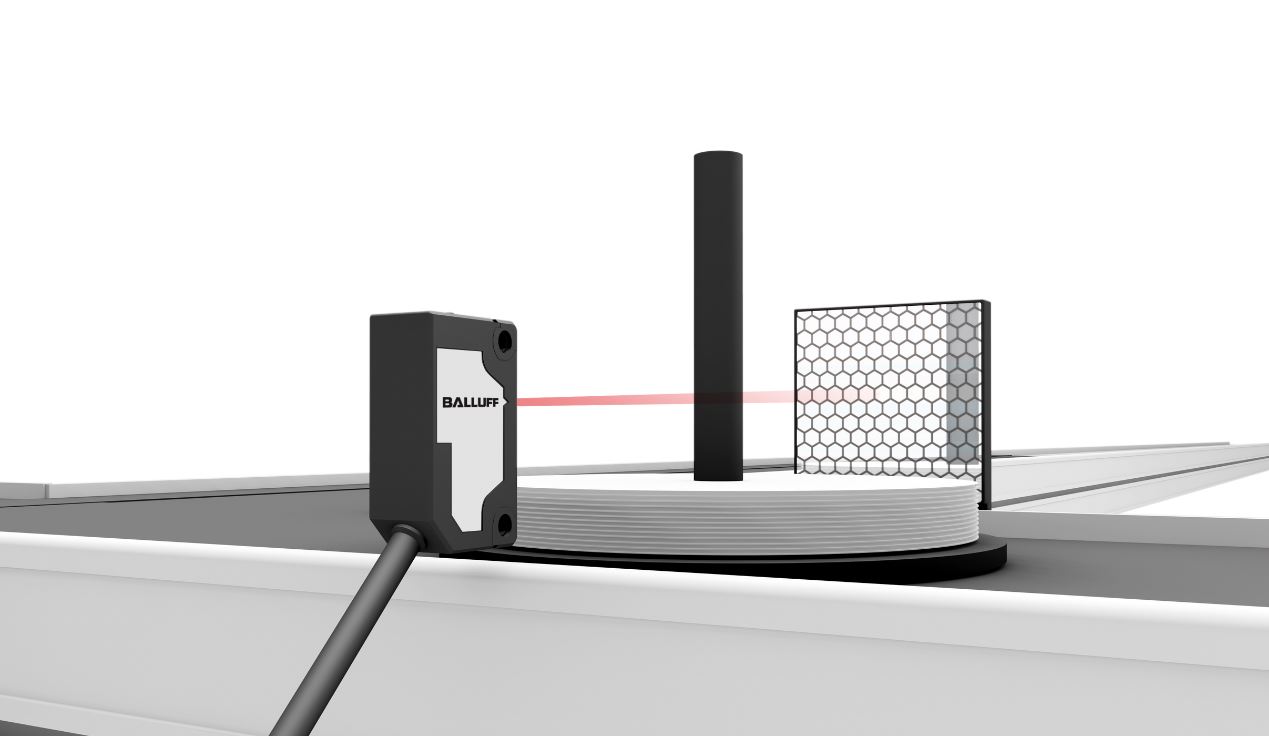
Retro-reflective sensors also have the emitter and receiver in a single housing but require a reflector or reflective tape be mounted opposite the sensor for it to be triggered by the received light. As an object passes in front of the reflector, the sensor no longer receives the light back, thus triggering an output. Due to the nature of the reflector, these sensors can operate over much larger distances than a diffuse sensor. These sensors come with non-polarized or polarizing filters. The polarizing filter allows for the sensor to detect shiny objects and not see it as a reflector and prevents any stray ambient light from triggering the sensor.
Through-beam
Through-beam sensors have a separate body for the emitter and receiver and are placed opposite each other. The output is triggered once the beam has been broken. Due to the separate emitter and receiver, the sensor can operate at the longest range of the aforementioned types. At these long ranges and depending on the light type used, the emitter and receiver can be troublesome to set up compared to the diffuse and retro-reflective.

Distance
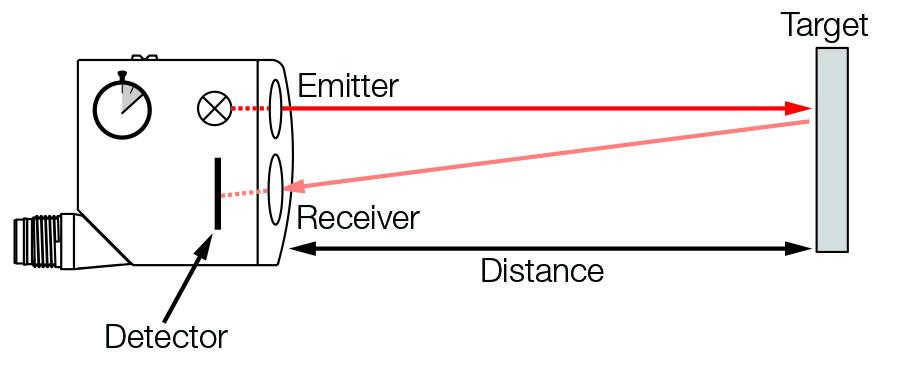
The previous three types of photoelectric sensors give discrete outputs stating whether an object is present or not. With photoelectric distance sensors, you can get a continuous readout on the position of the object being measured. There are two main ways the distance of the object is measured, time of flight, which calculates how long it takes the light to return to the receiver, and triangulation, which uses the angle of the incoming reflected light to determine distance. Triangulation is the more accurate option, but time of flight can be more cost-effective while still providing good accuracy.
Light type and environment
With each operating principle, there are three light types used in photoelectric sensors: red light, laser red light, and infrared. Depending on the environmental conditions and application, certain light types will fare better than others. Red light is the standard light type and can be used in most applications. Laser red light is used for more precise detection as it has a smaller light spot. Infrared is used in lower-visibility environments as it can pass through more dirt and dust than the other two types. Although infrared can work better in these dirtier environments, photoelectric sensors should mainly be used where build-up is less likely. Mounting should also be considered as these sensors are usually not as heavy duty as some proximity switches and break/fail more easily.
As you can see, photoelectric sensors have many different methods of operation and flexibility with light type to help in a wide range of applications. When considering using these sensors, it is important to account for the environmental conditions surrounding the sensor, as well as mounting restrictions/positioning, when choosing which is right for your application.
For more information on photoelectric sensors, visit this page for more information.

 allows you to continuously monitor the quality of the sensor signal. Sooner or later equipment will be subject to vibration or other external influences which result in gradual mechanical misalignment. Over time, the signal quality is degraded as a result and with it the reliability and precision of the object detection. Until now there was no way to recognize this creeping degradation or to evaluate it. Sensors with a preset threshold do let you know when the received amount of light is insufficient, but they are not able to derive a trend from the raw data and perform a quantitative and qualitative evaluation of the detection certainty.
allows you to continuously monitor the quality of the sensor signal. Sooner or later equipment will be subject to vibration or other external influences which result in gradual mechanical misalignment. Over time, the signal quality is degraded as a result and with it the reliability and precision of the object detection. Until now there was no way to recognize this creeping degradation or to evaluate it. Sensors with a preset threshold do let you know when the received amount of light is insufficient, but they are not able to derive a trend from the raw data and perform a quantitative and qualitative evaluation of the detection certainty.










 Diffuse sensors depend on the amount of light reflected back to the receiver to actuate the output. Therefore, Light-on (normally open) operate refers to the switching of the output when the amount of light striking the receiver is sufficient, object is present. Likewise, Dark-on (normally closed) operate would refer to the target being absent or no light being reflected back to the receiver.
Diffuse sensors depend on the amount of light reflected back to the receiver to actuate the output. Therefore, Light-on (normally open) operate refers to the switching of the output when the amount of light striking the receiver is sufficient, object is present. Likewise, Dark-on (normally closed) operate would refer to the target being absent or no light being reflected back to the receiver. Retroreflective and through-beam sensors are similar in the fact they depend on the target interrupting the light beam being reflected back to the receiver. When an object interrupts the light beam, preventing the light from reaching the receiver, the output will energize which is referred to as Dark-on (normally open) operate switching mode or normally open. Light-on (normally closed) operate switching mode or normally closed output in a reflex sensor is true when the object is not blocking the light beam.
Retroreflective and through-beam sensors are similar in the fact they depend on the target interrupting the light beam being reflected back to the receiver. When an object interrupts the light beam, preventing the light from reaching the receiver, the output will energize which is referred to as Dark-on (normally open) operate switching mode or normally open. Light-on (normally closed) operate switching mode or normally closed output in a reflex sensor is true when the object is not blocking the light beam.




